Характеристики
| Показатель | 2ДВН-500 | 2ДВН-500-4 |
|---|---|---|
| Быстрота действия, дм³/с | 500 | 250 |
| Остаточное давление, Па | 0,5 | 0,5 |
| Тип форвакуумного насоса | НВЗ-50Д | НВЗ-50Д |
| Электродвигатель: | ||
| Тип | 4А112МА2У3 | 4А112МА4У3 |
| Мощность, кВт | 7,5 | 5,5 |
| Частота вращения, об/мин | 2900 | 1450 |
| Напряжение, В | 380 | 380 |
| Размеры, мм: | ||
| Длина | 1340 | 1340 |
| Ширина | 600 | 600 |
| Высота | 850 | 850 |
| Масса, кг | 550 | 550 |
Предназначение
Насосы 2ДВН-500 — двухроторные вакуумные насосы предназначены для откачивания воздуха и газов, не вступающих в реакцию с материалами, из которых изготовлены детали вакуумных насосов, и с применяемыми в них маслами.
Расшифровка обозначения
Где 2ДВН-500:
2 — порядковый номер модернизации;
ДВН — двухроторный вакуумный насос;
500 — номинальная быстрота действия дм³/с;
Если насос укомплектован электродвигателем, частота вращения вала которого отличается от номинальной, то в конце обозначения насоса указывается шифр, соответствующий числу полюсов электродвигателя.
Вакуумный насос типа 2ДВН
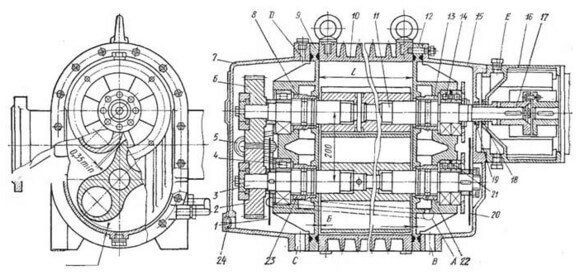
Устройство насоса
В корпусе 10 вращаются два двухлопастных ротора 3 и 11.Синхронизацию вращения роторов обеспечивают косозубые синхронизирующие шестерни 2 и 6. Шестерни изготовлены из цементуемой стали. Зубчатый венец закален и отшлифован. С помощью этих шестерен также выставляются профильные зазоры 8рр mln = 0,35 мм.
Для облегчения сборки синхронизирующих шестерен передача момента с ротора 11 на шестерню 6 и с шестерни 2На ротор 3 осуществляется через пружины. При этом для сохранения положения шестерен относительно вала во время работы необходимо обеспечить достаточные силы трения между пружинами, валом и шестернями. Этого добиваются соответствующим затягиванием болтов. Сначала затягивают болт 5 на роторе, затем равномерно болты 3 на шестерне 1 и кольце 2, после чего опять проверяют затяжку болта 5 на роторе.
Во время затяжки болтов 3 необходимо обеспечить прилегание пружинодной к другой, для чего их необходимо смещать при сборке вдоль оси к шестерне 1. Применение пружиныпозволяет обойтись без шпоночных пазов или шлицевых соединений между валом и синхронизирующими шестернями. Роторы вращаются в роликоподшипниках качения 4, образующих плавающую опору, не препятствующую тепловому удлинению роторов, и в сдвоенных радиально-упорных шарикоподшипниках 14, образующих жесткую опору, способную воспринимать двустороннюю осевую нагрузку.
Минимальный торцовый зазор 8Т. И ( mln = 0,15 мм между роторами 3 и 11 и Торцовой крышкой 12 и минимальный зазор Б, равный 8Т. mln = 0,4 мм для насоса 2ДВН-500 между роторами 3 я 11 иторцовой крышкой 9. Выставляют во время сборки. Осевой зазор подшипников 14. Регулируют подбором и установкой колец 21 из стальной ленты. Смазывание подшипников и шестерен — жидкостное циркуляционное. Масло разбрызгивается дисками 1 и 20.Масляные полости в крышках 7 я 15 соединены наклонным трубопроводом АИ трубопроводом большого диаметра, присоединяемым к крышкам 7 и 15 через отверстия В и С. Масло заливают в масляные полости через отверстие D. Масло в наклонный трубопровод А забрасывается диском 1 и стекает в масляную полость в крышке 15. Из масляной полости в крышке 15 масло возвращается в масляную полость в крышке 7 по трубопроводу большого диаметра.
Во время этой циркуляции масло охлаждается. Для предотвращения попадания смазочного материала в полость сжатия используют втулки 8, 13, 22 и 23 с резьбой.
Уплотнение вала ведущего ротора 11 осуществляется двумя резиновыми манжетами 18 и 19, пространство между которыми заполняется маслом через отверстие Е и маслоуказатель, ввинчиваемый в данное отверстие в рабочем состоянии. Во вращение вал ведущего ротора И приводится от фланцевого электродвигателя через втулочно-пальцевую муфту 17. Крепится двигатель на фонаре.
Охлаждение насоса 2ДВН-500 — воздушное.
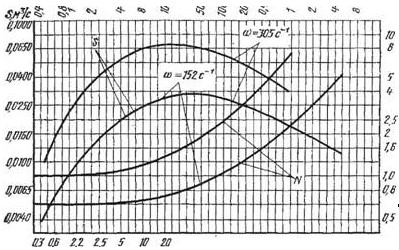
Откачные и энергетические характеристики насоса